1.非線形超音波法が必要とされる背景及び研究の目的
従来(線形)超音波法では,可視化が難しい材料異質部・不健全部があり,それらの可視化を研究目的とします。
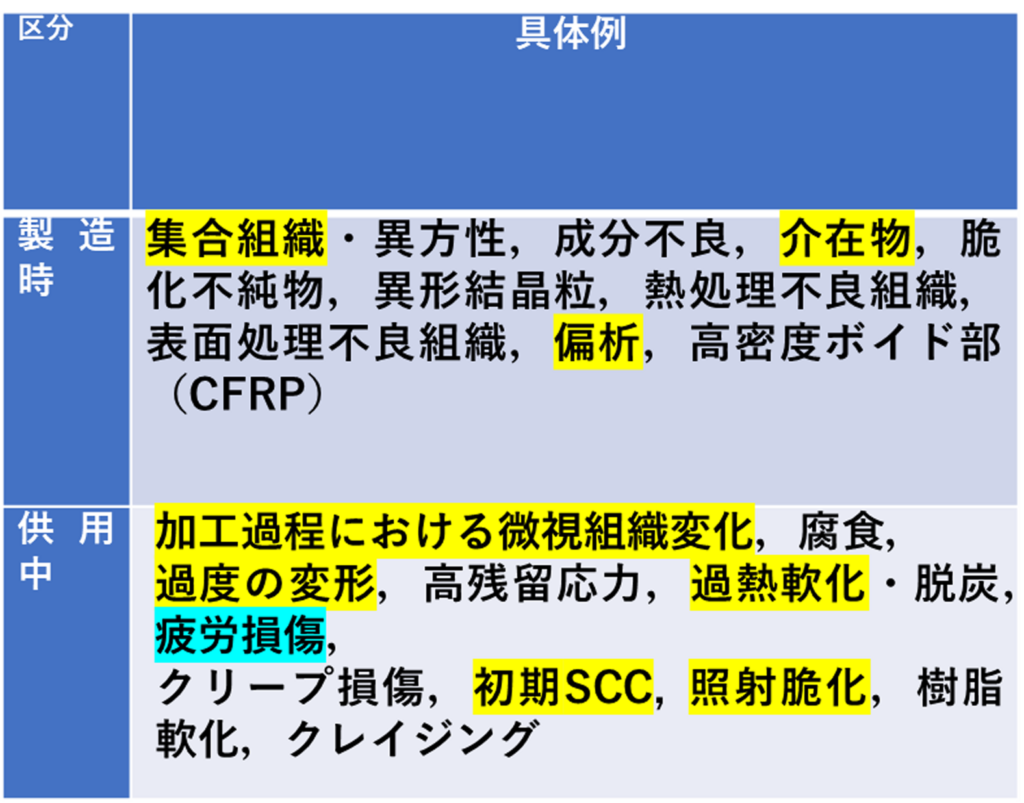
ASNT Ultrasonic Testing Handbook によれば,主に製造業において検出したい対象は次の表のとおりです。黄色や水色でハイライトされたものが従来超音波法では可視化が難しい対象です。
工業材料内部欠陥(不連続部・異質部)の可視化への様々な非破壊試験方法の対応状況は次の通りです。
| 方法 | 対象 | 対応可否 |
| X線透過試験 | 隙間がない内部異質部 | 工業的には質量差0.5%以上を検出可能→検出困難 |
| 超音波 | 不連続部(未溶着部,ボイド,開口き裂) | 従来超音波法(通常はフェイズドアレイ+TOFD)で定量測定可能 |
| 超音波 | 部分接触部(閉口き裂,粒界応力腐食割れ,ごく初期の粒界水素割れ) | 粒界散乱波ノイズが妨害して従来超音波法では検出困難。非線形超音波法(高調波法,分調波法)により可視化可能 |
| 超音波 | 異質部(偏析,微小介在物,塑性変形,疲労損傷) | 従来超音波法では原理的に困難,非線形超音波法(高調波法)により一部可視化可能 |
| 電磁気 | 内部はほぼ困難 | |
| 赤外線 | 内部はほぼ困難 |
2.非線形超音波画像化の主な実績:名古屋工業大学&超音波材料診断研究所
| 年号 | パートナー | 出来事 |
| 1998~2002 | 科研費B 非線形超音波関連研究費交付(非線形超音波計測系構築) | |
| 2002~2004 | 新日本製鉄 | ①連続鋳造スラブチル部粗大柱状晶 (1-2mm径、50㎜長さ)下のφ0.5mm 非金属介在物可視化 水浸高調波可視化装置の開発、nmオーダーの極小隙間部の繰返開閉口クラッピング)による介在物検出 |
| 2005~2011 | 原子力安全・保安院 | 原子力発電所配管溶接部粒界SCCの高調波可視化 |
| 2006 | レジ機メーカー | ②液相拡散節接合面偏析の可視化 材質異常部:偏析による原子濃度差の高調波可視化 |
| 2006 | 中央精機 | ③薄鋼板アーク溶接部溶け込み深さの画像化・測定(横波) |
| 2006 | 自主 | ④ 縦波板厚方向局部共振高調波法による部分塑性変形域可視化 材質異常部:板厚方向共振周波数の長バースト波入射により高次高調波を抽出 |
| 2015 | 大手自動車メーカー | ⑤薄鋼板アーク溶接部溶け込み深さの画像化・測定(縦波) |
| 2015~2019 | JAXA | ⑥再使用H3ロケットエンジン燃焼ノズルの模擬欠陥可視化:局部共振高調波法 |
| 2022 | 自主 | ⑦モード変換横波高調波による部分塑性域・接着不健全部可視化 材質異常部 |
| 2024 | INSS | ⑧原発配管模擬SUS/ インコネル溶接部応力腐食割れ可視化 |
3.開発してきた非線形超音波測定法の形態の変遷
順に次の測定法を開発してきました。
① 反射高調波法:微小介在物,偏析,マイクロクラック,マイクロボイド検出用
② 縦波板厚方向共振法:塑性変形域,弱接着部,異質部検出用:厚さ変動に弱い問題
③ モード変換横波法:塑性変形域,弱接着部,異質部検出用:厚さ変動に強く,ゲート設定が容易な利点
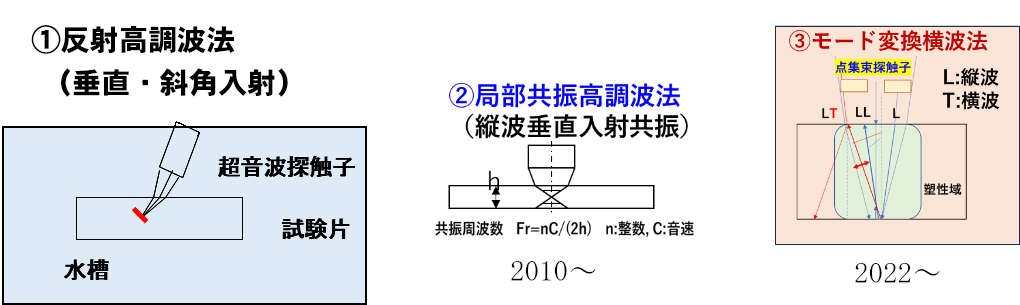
図1 水浸高調波画像化法測定形態

4.非線形超音波法で何を可視化できるか?
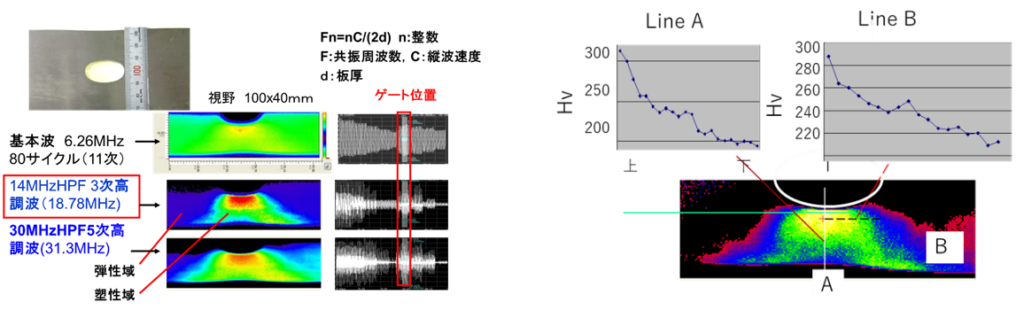
図2 最大ひずみ30%付与後のSUS平板の塑性域3次高調波像と微小硬さ分布
数十サイクルのバースト波送信遮断後に画像化ゲートを設定。3次高調波が高SN比で塑性域を可視化。高調波振幅と微小硬さ分布は相関有。
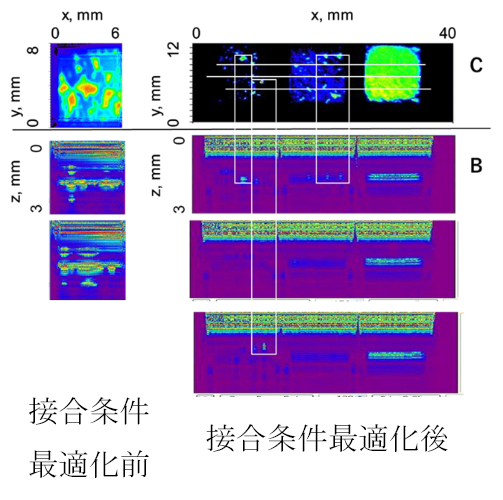
図3 セラミック/超硬/炭素鋼液相拡散接合面の3次高調波像(偏析)
拡散接合界面のNi基フィラーの偏析による散乱波が接合条件最適化前には顕著であるが,接合件最適化後にはほぼ消失
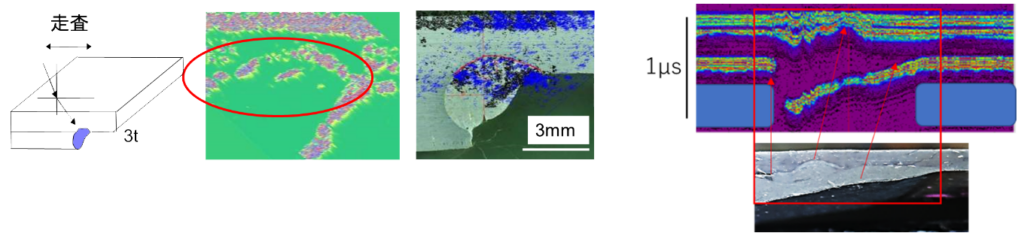
図4 鋼板アーク溶接部境界の高調波像と顕微鏡像 左:斜角入射,右:垂直入射
薄鋼板の隅肉アーク溶接形状を斜角入射,及び垂直入射で可視化。断面写真と高調波像は良好な相関有。
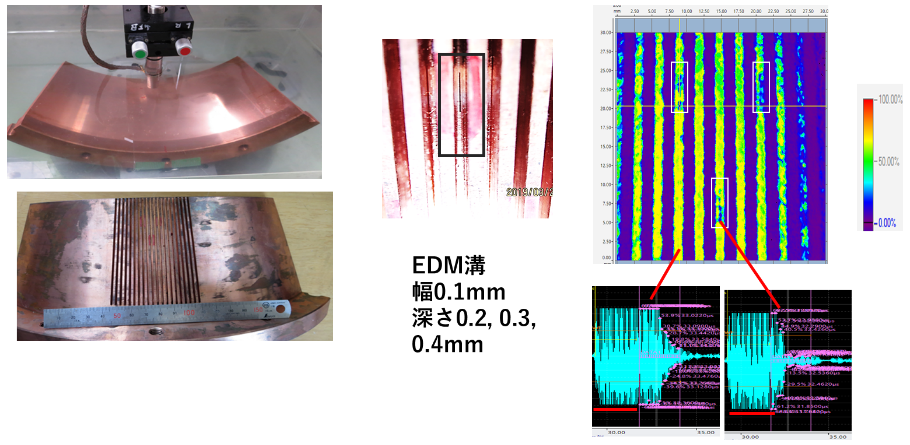
図5 H3ロケット燃焼器モックアップ(左)と人工欠陥の縦波共振高調波像と波形(右)
右図バースト波遮断後の減衰が人工欠陥部で顕著。焦点ビーム径の数倍の平坦部があれば溝付部材にも適用可能。垂直入射から多少h外れても適用可能。
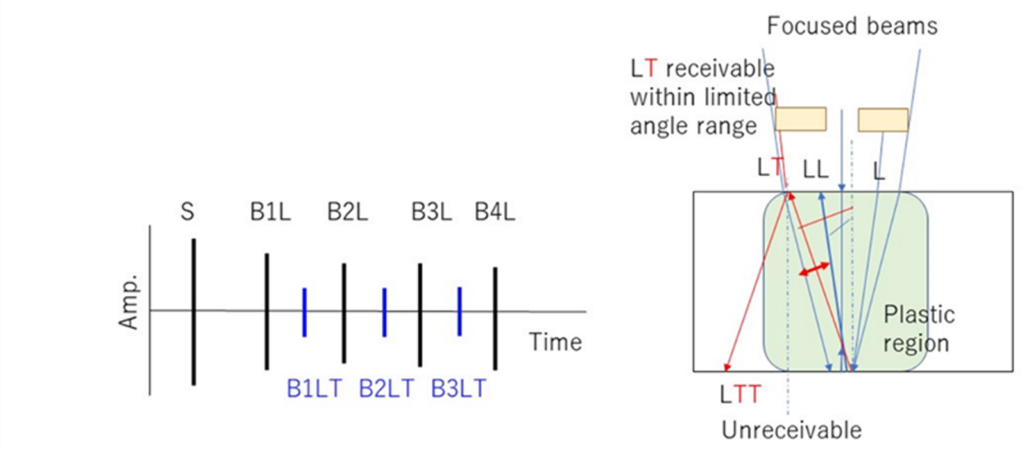
図6 縦波垂直入射モード変換横波法:受信波形模式図(左),超音波ビーム経路
水浸焦点探触子により縦波3-9サイクルバースト波送信。焦点探触子の音線は中心軸を除き軸線に対し傾斜している。右図Lで入射したビームは裏面で縦波LLと横波LTとして反射。LTが試験体表面の集束ビーム径内あればモード変換横波が受信される。
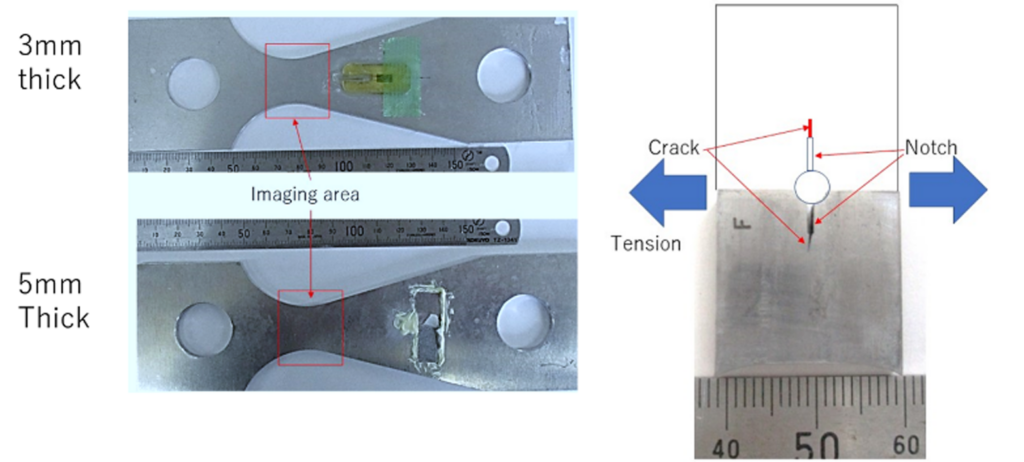
図7 試験体 左:5052Al 塑性ひずみ0.3%,右:SM400鋼低サイクル疲労
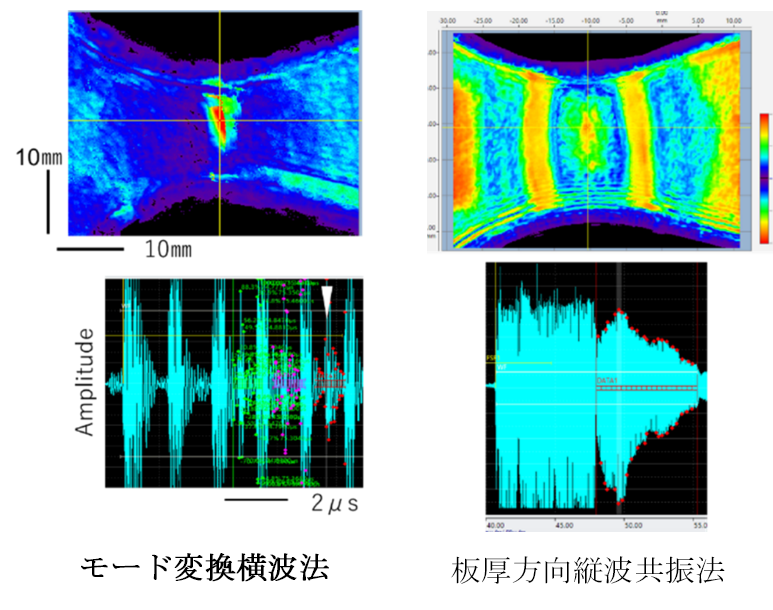
図8 0.3%塑性ひずみ付与後の5052Al板塑性域高調波像
モード変換横波高調波像は塑性域だけを明瞭に表示。板厚方向共振法は輪郭・微小厚さ変動の影響を受けるので,塑性域が不明確。
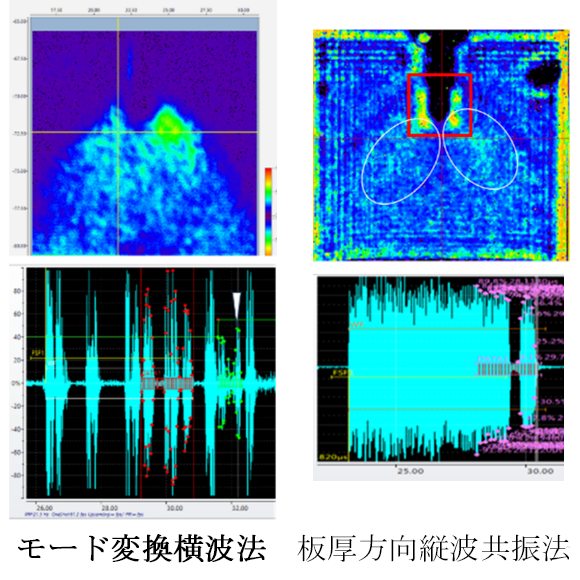
図9 低サイクル疲労後のSM400鋼板塑性域高調波像
モード変換横波高調波像は塑性域だけを明瞭に表示。板厚方向共振法は輪郭・微小厚さ変動の影響を受けるので、塑性域が不明確。
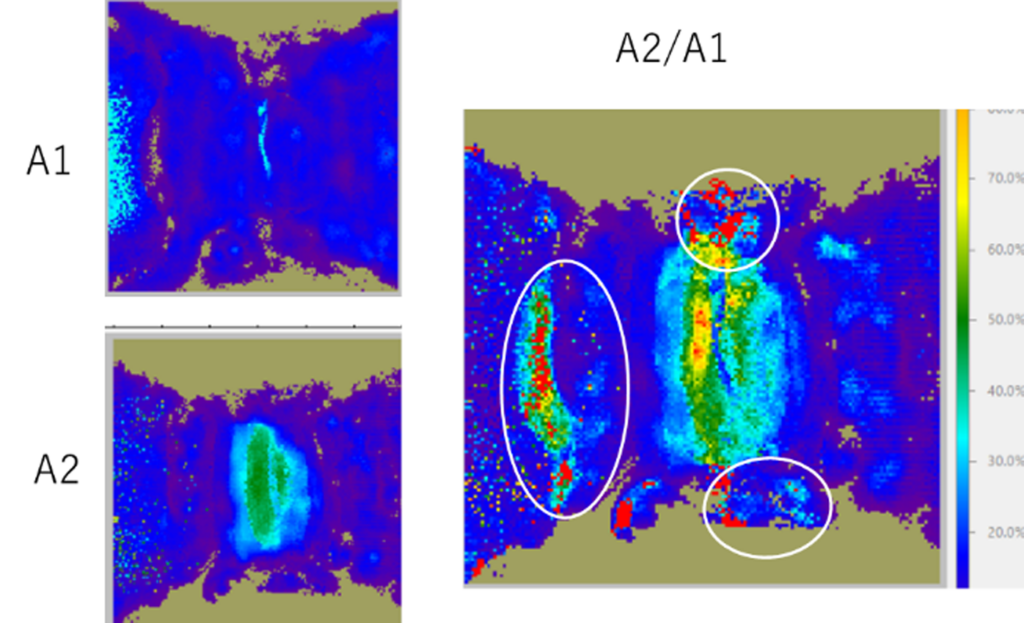
図10 基本波振幅A1で正規化した2次高調波振幅比像(塑性ひずみ0.3%付与5052Al)
1回目走査で基本波波形を2回目で高調波波形を収録し,後処理で基本波振幅で正規化した高調波振幅比像を作成。右図のように2次高調波像A2より振幅比像A2/A1の画像が鮮明。A1振幅が0に近い楕円内でゴースト出現。

図11 塑性ひずみ0.3%付与5052Al板の2次高調波振幅比像と各線に沿う断面プロフィール
2次高調波単独像より細部の画像化が可能。高調波振幅比像の任意断面の振幅比曲線を他の物理量と比較することにより,高調波測定の定量化が可能。
5.まとめ
水浸焦点探触子を用いた高調波法の3種の測定形態を使い分けることにより,
① 2-3サイクル斜角入射法により,非金属介在物,偏析,マイクロクラック集団 などを
② 数十サイクル板厚方向共振周波数のバースト入射により,塑性域,弱接着域の分布 などを
③ 3-9サイクルの縦波垂直入射モード変換法により,高分解能塑性域,弱接着域の分布 などを 可視化できることを示しました。
6.今後に向けて
縦波垂直入射モード変換法は板厚変動の影響を受けにくいので,例えば実プレス加工品の大ひずみ塑性域(き裂発生危険部位)の変形度評価に適用できる可能性があります。この方法はモード変換横波受信時間を予測できますので,従来パルス反射法に近い簡便さで材料内異常部を可視化できると考えられます。
従来非線形超音波法のほとんどが縦波を用い,引張-圧縮応力による非線形性を検出するのに対し,モード変換横波法は板面内に平行に近いせん断応力による非線形性を検出します。両者を併用することで新しい材料特性評価法を開発できる可能性があります。
参考文献
1) 川嶋紘一郎 ものづくりのための超音波非破壊評価・検査 養賢堂 2007
2) 川嶋紘一郎 非線形超音波法による非破壊材料評価-材料内微小異質部・損傷の可視化,愛智出版 2021